
汽车缓冲器自动化装配线怎么接_汽车缓冲器自动化装配线怎么接线
感谢大家给予我这个机会,让我为大家解答汽车缓冲器自动化装配线怎么接的问题。这个问题集合囊括了一系列与汽车缓冲器自动化装配线怎么接相关的问题,我将全力以赴地回答并提供有用的信息。
1.PCB自动化机器如接驳台,贴片机等的前后工程线(X . Y . OV COM )怎么接?原理是怎么样
2.自动化加工生产线的构成,原理和控制方法,看完秒懂!
3.为什么要学习自动化生产线安装
4.自动装配线的自动装配线的工作方式
5.车钩缓冲装置按其结构可分为哪几种
6.汽车喇叭继电器怎么接
PCB自动化机器如接驳台,贴片机等的前后工程线(X . Y . OV COM )怎么接?原理是怎么样
接驳台适用于SMT和AI生产线之间的连接,也可以用于PCB之缓冲,检验,测试或电子元件手工插装,可与其它设备做信号连接。适用范围50mm-500mm宽度的PCB板。接驳台的信号,编码可能有不一样,但是信号都差不多。一般4根线,两组信号,一组电压信号24V,一组短路信号。(假设1、2是24V电压信号,3、4是短路信号),一般的接法是后一台机的3、4接到前一台机的1、2,当后台机需要板的时候就接通短路信号,前台机就会送板下去。
工作原理:接驳台前后机接驳信号,自由控制前机进板及后机要板信号,三光电按制前后进板及中间停止,检测功能,检测完了有PASS控制按键决定放行(手动),还配备了自动放行功能按钮,可选择自动/手动作业,按实际生产需要进行选择作业,进板流量可自由调节。
扩展资料:
PCB自动化机器特点:
1、丝杆调宽机构,保证运输导轨互相平行。
2、采用专业耐磨防静电平皮带,专用铝型材导轨,保证接驳顺畅,运输平稳。
3、标准配备信号通信接口,可与其它设备进行在线接驳。
4、有自动手动两种工作模式,标配防静电工作台板。
5、可选配标准灯架及工艺卡板。
6、采用电子调速器调速,运输速度0-3M/Min无级可调。
参考资料:
自动化加工生产线的构成,原理和控制方法,看完秒懂!
自动化生产线设备联结:
自动线中设备的联结方式有刚性联接和柔性联接两种。
(一)刚性联接
在刚性联接自动线中,工序之间没有储料装置,工件的加工和传送过程有严格的节奏性。当某一台设备发生故障而停歇时,会引起全线停工。因此,对刚性联接自动线中各种设备的工作可靠性要求高。
(二)柔性联接
在柔性联接自动线中,各工序(或工段)之间设有储料装置,各工序节拍不必严格一致,某一台设备短暂停歇时,可以由储料装置在一定时间内起调剂平衡的作用,因而不会影响其他设备正常工作。综合自动线、装配自动线和较长的组合机床自动线常采用柔性联接。
自动化生产线组成部分:
(一)传送系统
自动线的工件传送系统一般包括机床上下料装置、传送装置和储料装置。在旋转体加工自动线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等。有时采用机械手完成传送装置的某些功能。在组合机床自动线中当工件有合适的输送基面时,采用直接输送方式,其传送装置有各种步进式输送装置、转位装置和翻转装置等对于外形不规则、无合适的输送基面的工件,通常装在随行夹具上定位和输送,这种情况下要增设随行夹具的返回装置。
(二)控制系统
自动线的控制系统主要用于保证线内的机床、工件传送系统,以及辅助设备按照规定的工作循环和联锁要求正常工作,并设有故障寻检装置和信号装置。为适应自动线的调试和正常运行的要求,控制系统有三种工作状态:调整、半自动和自动。在调整状态时可手动操作和调整,实现单台设备的各个动作;在半自动状态时可实现单台设备的单循环工作;在自动状态时自动线能连续工作。
控制系统有“预停”控制机能,自动线在正常工作情况下需要停车时,能在完成一个工作循环、各机床的有关运动部件都回到原始位置后才停车。自动线的其他辅助设备是根据工艺需要和自动化程度设置的,如有清洗机工件自动检验装置、自动换刀装置、自动捧屑系统和集中冷却系统等。为提高自动线的生产率,必须保证自动线的工作可靠性。影响自动线工作可靠性的主要因素是加工质量的稳定性和设备工作可靠性。自动线的发展方向主要是提高生产率和增大多用性、灵活性。为适应多品种生产的需要,将发展能快速调整的可调自动线。
为什么要学习自动化生产线安装
根据制造行业及工艺上的区别,自动化生产线具有很多类型,例如自动化机械加工生产线、自动化装配生产线、自动化喷涂生产线、自动化焊接生产线、自动化电镀生产线等。其中最典型的是以下两种:一种为自动化机械加工生产线,用于机械零件加工行业;另一种为自动化装配生产线,用于各种产品的后期装配生产。
自动化机械加工生产线主要从事零件的铣削、钻孔及其他类似的回转切削加工工序,主要应用与以下零件加工场合:
1、零件大批量生产。
2、零件设计成熟。
3、长期生产。
4、需要多种加工工序。
在上述场合,才有用自动化机械加工生产线就可以显示出它的巨大优越性。例如:很低的人工成本、很低的制造成本、零件制造周期短、占用场地最少等。
在自动化机械加工生产线中,根据生产线结构形式的区别可以分为以下两种类型:
1、未设置内部零件存储缓存区的自动化机械加工生产线。
2、设置内部零件存储缓存区的自动化机械加工生产线。
上述两类自动化机械加工生产线的节拍原理存在较大的区别,本文主要介绍未设置内部零件存储缓冲区的自动化机械加工生产线结构组成及节拍原理。
一、结构组成
这种自动化机械加工生产线的基本结构原理如图1所示。
图1典型的自动化机械加工生产线结构原理示意图。
这种自动化机械加工生产线在机械结构上主要有以下三部分组成:
1、零件自动输送系统。
2、单个的机械加工工作站(如自动机床)。
3、控制系统。
通过输送系统将各台机械加工工作站连接在一起,原始零件(未加工的零件)从生产线的一端进入,在一台工作站上完成加工后再由输送系统输送到相邻的下一台工作站,没一台工作站完成不同的加工工序,经过最后一台工作站后得到完成全部加工工序的零件。
在生产线上可能还有部分检测工作站,用于对工件加工过程中的加工质量进行自动检测。此外还可能有部分人工操作的工作站,用于代替技术上极难实现自动化加工活在成本上不经济的自动化加工工序。
由于零件的机械加工通常都要求较高的加工精度,对零件的定位精度自然要求较高,因此零件的自动输送采用一种专用的夹具——随行夹具来输送。随行夹具不仅可以对待加工的零件进行准确的定位,还可以移动、定位及在加工工作站上夹紧。由于零件可以在随行夹具上精确的定位,还可以移动、定位及在加工工作站上准确定位,因而可以确保零件相对于加工刀具的准确定位。由由于随行夹具需要循环使用,所以这种自动化加工生产线通常都是首尾封闭的。
二、结构形式
自动化加工生产线通常可以采用多种结构形式。在场地有限的地方,采用直线形式的生产线可能场地不够,为了减少生产线占用的产地,或者当生产线长度太长时,可以按“L”形设计生产线,如图2所示。
图2“L”形自动化加工生产线。
如果生产线按“L”形排布时仍然存在场地方面的限制,为了进一步减少生产线占用的场地,可以按“U”形设计生产线,如图3所示。采用这种形式的设计还有一个好处就是可以方便地在生产线上对工件进行幻象,以加工工件不同的表面。
图3“U”形自动化加工生产线。
由于这种生产线上经常需要采用重复使用的随行夹具,为了避免随行夹具运输商的麻烦,生产线按矩形设计就可以很方便地实现随行夹具的自动循环,同时还可以设计专门的清洗工作站对随行夹具进行清洗,保证重复使用的随行夹具符合使用要求,如图4所示。采用这种方式既保留了直线形式的方便,又最大限度地减少了生产线占用的场地。
图4矩形自动化加工生产线。
除上述形式外,还有另外一种特殊情况,这就是直接将随行夹具固定连接在输送线上(最方便也最长久的就是固定在链条输送线的链条上),随行夹具始终与链条一起在输送线的上下两部分直接循环。在上班部分输送线的上方设计各种加工工作站进行零件的加工,输送线的下半部分则将随行夹具送回到上方供反复循环使用。图5为其工作原理示意图。
图5上下输送形加工或装配生产线。
1—张紧轮;2—定位夹具;3—分度机构链—机架。
这种输送方式也可以用于自动化装配生产线,在上半部分输送线的上方设计各种装配工作站进行零件的装配。
还有一些场合可以采用托盘在输送线(如皮带输送线、链板输送线等)上实现零件的自动输送,零件在托盘上能够准确定位,而托盘在输送线上通过一定的机构进行准确定位,例如采用定位销对托盘进行定位。
自动装配线的自动装配线的工作方式
使用自动化装配生产线的原因
回答于2020-09-21
使用自动化装配生产线的原因,是为了保证足够的产量;产品设计和技术的先进、稳定、可靠,长期保持基本不变。在大规模生产中使用自动装配线,可以提高劳动生产率,稳定和提高产品质量,改善劳动条件,减少生产占地面积,降低生产成本,缩短生产周期,保证均衡生产,经济效益显著。
根据指定的程序或说明自动操作或控制自动装配线,无需干预。自动装配线的特点是“稳定、准确、快速”。自动化技术的装配线广泛应用于工业、农业、军事、科研、交通、商业、医疗、服务和家庭等领域。
采用自动装配线不仅可以将人们从繁重的体力劳动、部分脑力劳动和恶劣危险的工作环境中解放出来,还可以扩大人体器官的功能,大大提高劳动生产率,增强人类理解和改造世界的能力。在机械制造业中,有铸造、锻造、冲压、热处理、焊接、切割和机械装配的自动化生产线,也有毛坯制造、加工、装配、检验和包装等不同特点工艺的集成自动化生产线。
自动化装配线生产能力相对稳定。自动加工系统由一台或多台机床组成。如果出现故障,自动装配线有能力降低运行。物料输送系统也能够绕过故障机床。自动化装配线设备利用率高。当一组机床并入装配线时,单台机床分散时,产量比该组机床高几倍。
自动化程度高的装配线生产出高质量的产品,零件在加工过程中可以一次装卸,加工精度高,加工形式稳定。自动化装配线广泛应用于肉类加工业、冷冻食品工业、水产品加工业、饮料食品工业、乳品加工业、制药、包装、电子、电器、汽车零部件、加工制造业、农副产品加工业等行业,并已广泛应用于各个行业。
以上是使用自动化装配生产线的原因的全部内容,如有各行各业的自动化装配生产线需要的,可在线提交自动化装配生产线需求!
车钩缓冲装置按其结构可分为哪几种
根据产品特点,整条装配生产线采用底板直接异步输送、直接定位的方案;根据作业的内容和生产节拍,采用树形结构、串联结构和并联结构相结合的生产工艺流程;针对多工位 需扩充和分期实施的特点,采用上位控制和单元控制二级计算机集散控制方法,加上单元控制操作面板、检测故障警示系统,使整个控制系统更加完善。整条装配线的机械、控制、气动等系统均采用积木式组合结构,体现了模块化、系列化设计思路。 自动化生产装配线由配送、装配、检测、老 化、包装等工艺系统设备组成,各系统设备可由差速线、链板线、积放式滚道线、增速式皮带线、空中输送线、各式智能专机等柔性作业设备及配备分布式编程器(PLC)组合;实现高效生产自动化。汽车喇叭继电器怎么接
车钩缓冲装置按其结构可分为全自动车钩,半自动车钩,半永久车钩。车钩缓冲装置是用于使车辆与车辆,机车或动车相互连挂,传递牵引力,制动力并缓和纵向冲击力的车辆部件。它由车钩,缓冲器、钩尾框,从板等组成一个整体,安装于车底架构端的牵引梁内。为了保证车辆连挂安全可靠和车钩缓冲装置安装的互换性。
我国铁路机车车辆有关规程规定:车钩缓冲器装车后,其车钩钩舌的水平中心线距钢轨面在空车状态下的高度,客车为880mm(允许+10mm,-5mm误差),货车为880mm(±10mm)。两相邻车辆的车钩水平中心线最大高度差不得大于75mm。
车钩是用来实现机车和车辆或车辆和车辆之间的连挂,传递牵引力及冲击力,并使车辆之间保持一定距离的车辆部件。车钩按开启方式分为上作用式及下作用式两种。通过车钩钩头上部的提升机构开启的叫上作用式;借助钩头下部推顶杠杆的动作实现开启的叫下作用式。
车钩按其结构类型分为螺旋车钩、密接式自动车钩、自动车钩及旋转车钩等。螺旋车钩使用最早,但因缺点较多已被淘汰,密接式自动车钩多为高速铁路车辆所用。中国除在大秦铁路重载单元列车上使用旋转车钩外,现一律采用自动车钩。
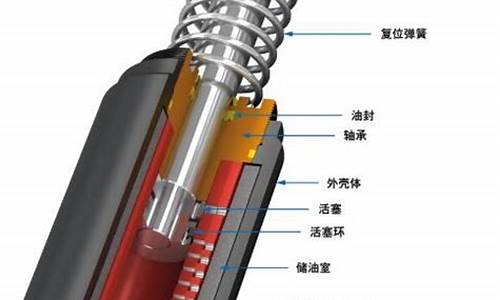
车钩缓冲装置的作用与原理:
作用:用来缓和列车在运行中由于机车牵引力的变化或在起动、制动及调车作业时车辆相互碰撞而引起的纵向冲击和振动。缓冲器有耗散车辆之间冲击和振动的功能,从而减轻对车体结构和装载货物的破坏作用。
原理:缓冲器的工作原理是借助于压缩弹性元件来缓和冲击作用力,同时在弹性元件变形过程中利用摩擦和阻尼吸收冲击能量。摩擦式缓冲器能可靠地吸收车辆间的冲击和振动,但缓冲容量不大,残余冲击力较大,对底板和车辆结构有较大的影响。
太平洋汽车网首先把喇叭上的非接地线拔下接到继电器标按钮的端子上,喇叭接地线不动;然后把继电器标电池的端子用一根导线接电池的正极;在把继电器标喇叭的端子用一根导线接喇叭上另一端子,继电器外壳接地即可。继电器是一种电控制器件,它具有控制系统(又称输入回路)和被控制系统(又称输出回路)之间的互动关系。通常应用于自动化的控制电路中,它实际上是用小电流去控制大电流运作的一种?自动开关?。故在电路中起着自动调节、安全保护、转换电路等作用。
汽车电喇叭是靠金属膜片的振动从而发出声音。汽车电喇叭由铁芯、磁性线圈、触点、衔铁、膜片等组成。当司机按下喇叭开关时,电流经触点通过线圈,线圈产生磁力吸下衔铁,强制膜片移动,衔铁移动使触点断开,电流中断,线圈磁力消失,膜片在自身弹性和弹簧片作用下同衔铁一起恢复原位,触点闭合电路再次接通,电流通过触点流经线圈产生磁力,重复上述动作。如此反复循环膜片不断振动,从而发出音响。共鸣板与膜片刚性联接,可使振动平顺发出声音更加悦耳(即电磁铁原理)。(图/文/摄:太平洋汽车网陈亚兰)
今天关于“汽车缓冲器自动化装配线怎么接”的探讨就到这里了。希望大家能够更深入地了解“汽车缓冲器自动化装配线怎么接”,并从我的答案中找到一些灵感。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。











